江蘇華璽重工機械制造有限公司
聯系人:儲先生
手機:18252898868/15370674809
郵箱:15370674809@163.com
傳真:0513-88821119
網址:techbasedaffiliates.com
地址:海安縣高新技術開發區新軍民路6號
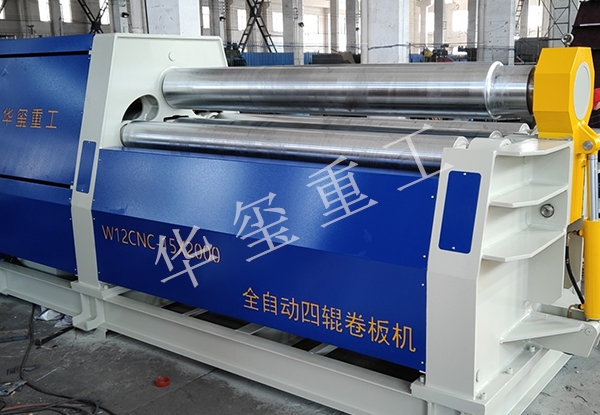
螺旋鋼管其制作工藝和方法主要有以下特點: 卷板機加勁環的制作和組裝.壓力鋼管加勁環每圈由10塊或9塊弧度板拼焊而成,先在加勁環制作平臺上用5塊或4塊弧度板拉組成半環,然后在鋼管上組裝焊接成環加勁環與鋼管組裝,用"U"型附件點焊在鋼管壁上,用千斤頂把加勁環壓向鋼管,使間隙在0~3mm范圍之內。螺旋鋼管無損探傷工作在各制作工位長進行,X射線探傷主要在晚上無人工作時進行焊接預熱均采用液化石油氣燃燒器,直接用火焰預熱焊縫。卷板機螺旋鋼管鋼板切割下料采用靠模半自動氣割方法進行靠模為一薄鋼帶,用磁性壓鐵沿劃線放出的線壓定,引導半自動切割機走向,這種下料方法既能達到精度要求,又經濟實用螺旋鋼管壓力鋼管從鋼板卷制成半圓瓦塊到安裝間焊成管段的整個制作運輸組焊過程,都是豎直狀態,只是在鋼管管段吊運到引水道洞口,預備進洞安裝時,才在翻轉平臺上翻轉90°放平卷板機這減小了鋼管在運輸過程中的變形。工地雨季1年中不到4個月,因此,鋼管制作除了鋼管內壁除銹、刷漆工作在鐵皮房中進行外,其他工作都在露天進行。卷板采用4輥帶液壓前后托架的卷板機進行。螺旋鋼管因為液壓托架能使長鋼板卷制成型,隨卷制弧度托起,不用吊車配合,重力變形小,卷板機瓦塊卷制成型質量好。

182-5289-8868


電話:18252898868/15370674809
傳真:0513-88821119
郵箱:15370674809@163.com
網址:techbasedaffiliates.com
地址:海安市高新技術開發區新軍民路6號